How to make high quality feed pellets: from raw materials to mass production of the whole process of practical analysis
- First, the determination of high-quality feed particles
- Second, high-quality raw materials: to determine the quality of 40% of the pellets of the underlying foundation
- Accurate crushing size: balancing particle strength and nutrient absorption rate
- Fourth, homogenization and mixing: to ensure that the nutrition of a single particle zero difference
- 4.1 Four core values of homogeneous mixing
- 5.3 Supporting steam tempering parameters
- 6.2 Pelletizer frequent die hole blockage
- 6.3 Pellet texture is soft, slightly touch broken
- 6.4 Finished pellets storage mold for a short time
- 6.5 Obvious differences in hardness and nutrition of granules in the same batch.
- 6.6 Abnormal overheating of granulator, roller mold wear too fast.
- Seven core elements to realize long-term stable mass production of pellets
- High-quality feed pellets all chain landing revenue
In small and medium-sized feed processing plants, large-scale livestock and aquaculture supporting feed workshop, the vast majority of operators will encounter homogenization problems: the same feed formula, the same feed pelleting machine, the quality of the particles produced by the great disparity. Some particles can be long-distance transportation, storage for three months without pulverization, feeding dust rate of less than 8%; some particles factory handling on a large area of fragmentation, not only cause loss of raw materials, but also cause respiratory diseases in livestock and poultry, aquatic water pollution.
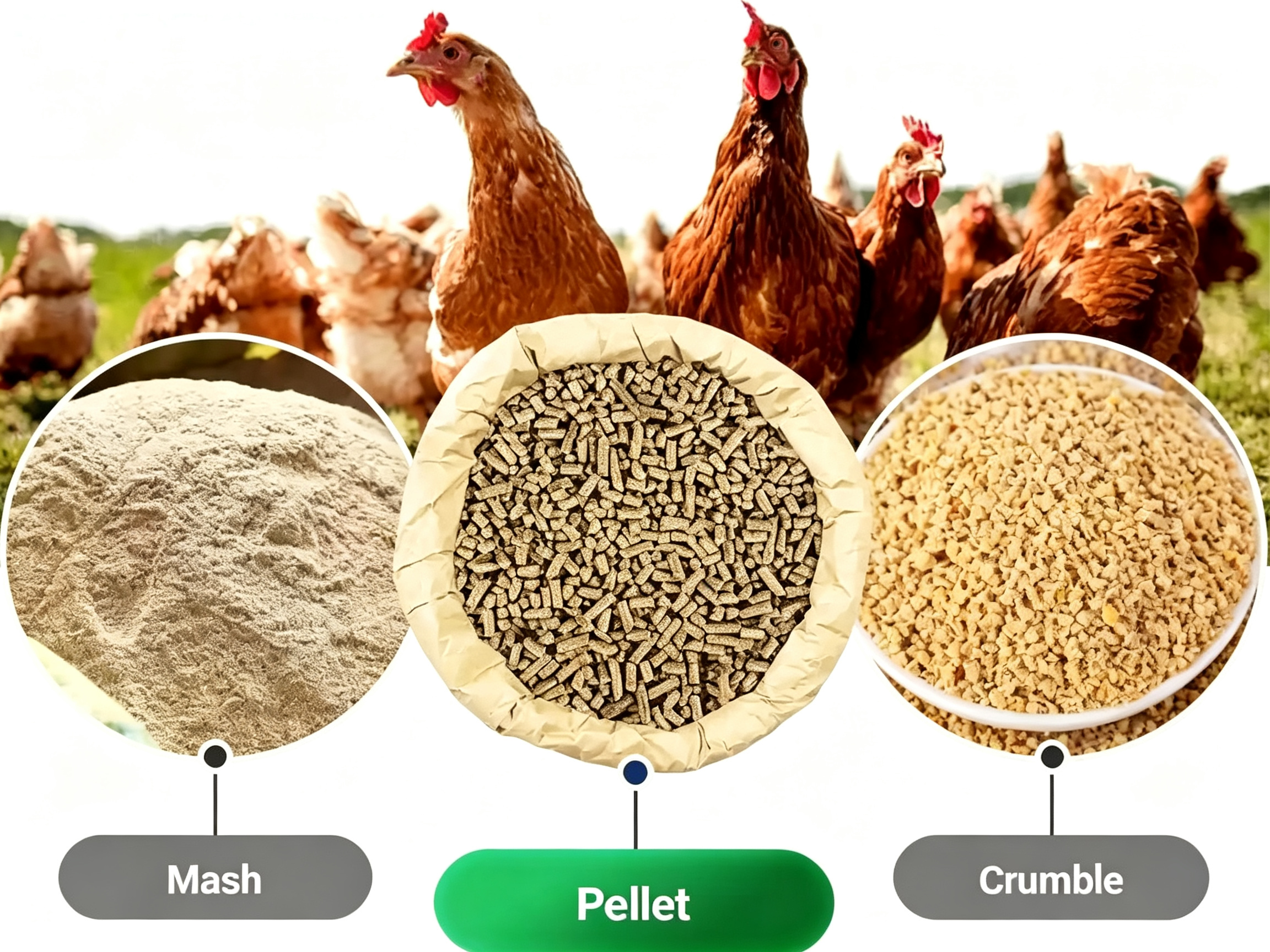
First, the determination of high-quality feed particles
There is a common cognitive misunderstanding in the industry: only rely on the appearance of rounded, uniform color to determine the particles qualified. In fact, high-quality feed particles need to meet the physical structure, nutritional function of the double standard, and to maintain structural stability throughout the production, transit, storage, feeding the entire life cycle. Even if the nutritional ratio of the feed formula is fully compliant, the physical structure defects will still pull down more than 15% of the breeding revenue, which is the core reason why the feed pelletizing machine needs to be synchronized with the matching process parameters when selecting.
1.1 Physical quality core judgment index
Physical indicators are the primary control of the production side of the feed particles, but also the direct goal of the commissioning of the pelleting machine, all indicators have standardized testing methods and qualified thresholds, specifically divided into five:
Particle Durability Index PDI: the first core index of feed particles, through the Holman particle tester, tumbling box to carry out the test, the formula is: PDI = complete particle weight after the test ÷ initial total particle weight × 100. for different breeding categories thresholds vary: livestock and poultry feed qualified value ≥ 90%, quality value ≥ 93%; fish, shrimp and crab aquatic feed qualified value ≥ 95%; pet feed qualified value ≥ 92%. 92% PDI below 85% belongs to poor quality particles, subsequent transfer, feeding link dust rate will exceed 15%, need to rework back to the second granulation, additional consumption of electricity and labor costs. The ideal control value of dust rate at the terminal feeding site is within 10%.
Pellet hardness: Karl’s hardness tester and penetration meter are used to test the pellet hardness, following the balanced principle of “hard but not stiff”. High hardness will prolong the chewing time of animals, reduce the amount of food intake, and at the same time hinder the digestive enzymes in the animal’s stomach and intestines to decompose nutrients, reducing the rate of digestion and absorption; low hardness can not resist the stacking and extrusion, the storage of 2 weeks will be the internal fragmentation. The hardness of young livestock and shrimp feed needs to be adjusted downward by 20%, and the hardness of beef cattle and adult fish feed needs to be adjusted upward moderately.
Appearance size uniformity: the same batch of particles length error of no more than 2mm, diameter error of no more than 0.2mm, color, surface texture to maintain uniformity. Size needs to strictly match the feeding object: the diameter of feed for chicks and suckling pigs is 3-4mm, the diameter of feed for fattening pigs is 4-5mm, and the diameter of feed for beef cattle is 6-8mm. uneven size will trigger the animals to feed selectively, picking up fine particles and discarding coarse particles, which will result in hidden feed waste.
Finished product moisture content: industry common safety range of 10%-13%, optimal stability range of 11%-12%. If the water content is lower than 10%, the starch bonding force inside the raw material will be greatly attenuated, micro-cracks will appear inside the pellet, and it will be very easy to be pulverized in the later stage; if the water content is higher than 13%, the molds will start to breed in 20 days of storage at room temperature, and the probability of mold outbreak will reach 100% if the water content exceeds 14%, and it will accelerate the rusting of the die holes of the feed pelleting machine at the same time.
Structural integrity: no longitudinal and transverse cracks on the surface of the pellet, no hollow and skinning defects, and the internal structure is dense and poreless.
Aquatic feed additional requirements of water stability, fresh water at room temperature immersion for 2 hours without collapse, not dissolved, to avoid residual bait damage to the water body ammonia nitrogen indicators.
1.2 Nutrition function judgment index
Physical indicators to meet the standard only represents the particle molding qualified, nutritional indicators determine the final breeding output, mainly contains four practical requirements, all directly related to granulation and tempering temperature:
Balanced formula ratio: Strictly match the nutritional requirements of the growth stage of breeding species, protein, crude fiber, crude fat, vitamins, minerals ratio compliance. Raw material starch, gluten is a natural bonding medium, moderately increase the proportion of starch can be added without additional binder; crude fat, crude fiber exceeding the standard will directly destroy the bonding structure of the particles, need to be adjusted in advance at the end of the formula.
Nutritional digestion and utilization rate: under the standard pelleting process, steam tempering will make the grain starch paste, starch molecules are easier to be digested and decomposed by the animals after loosening, which can improve the nutritional absorption rate by 8%-12%. However, excessive tempering, i.e., temperatures over 90°C and pressure overload, will destroy heat-sensitive nutrients such as lysine and probiotics, which will directly offset the digestive gains brought by the pelleting process.
Feeding pal atability and safety: particles without rancidity, burnt odor, raw materials without heavy metals, pesticide residues, mycotoxin contamination, removal of soybean meal, cotton meal and other raw materials with their own anti-nutritional factors. Palatability up to standard can eliminate the problem of animal food refusal and underfeeding, and reduce feeding surplus.
Long-term storage stability: in addition to water content control, nutrition does not occur stratification degradation, vitamin loss rate per month to control within 3%, to meet the feed 3 months of conventional storage needs.
Second, high-quality raw materials: to determine the quality of 40% of the pellets of the underlying foundation

According to the European and American Feed Industry Association statistics, raw material selection, proportioning, quality and stability of the finished particles on the quality of the weight of 40%, far more than the crushing, mixing, pelleting machine parameters debugging the weight of the sum of three. There is a common misconception in the industry: rely on high-end feed granulators, artificial binder to make up for the defects of poor quality raw materials. Actual operation and maintenance data show that mold, poor bonding performance of poor-quality raw materials, no matter how to debug the pelleting equipment, add chemical binders, the PDI index will be increased by up to 2 percentage points, can not meet the high quality standards, but also increase the risk of feed compliance.
2.1 The underlying logic of raw materials affecting the physical molding of pellets
Difference in natural bonding substances: feed pellet molding relies on natural bonding colloids within the raw material, which are mainly divided into two categories: starch and gluten. Wheat, oat starch branched chain accounted for a higher proportion, after tempering paste bonding strength is much higher than corn, sorghum, the same pelleting parameters, wheat-based feed PDI is 4-6 percentage points higher than corn-based. There is a strict red line in the amount of oil and grease added, the proportion of crude oil and grease in the formula shall not exceed 5%-8%, excessive oil and grease will form a lubricating film on the surface of the powder particles to offset the friction of roller extrusion, which will directly lead to loose particles, easy to break. Crude fiber content of more than 12% will cut the internal bonding network of particles, the formation of structural weaknesses.
Raw material batch uniformity: the same batch of raw material moisture content, crude fiber, starch content fluctuations shall not exceed 2%.
If the difference between the water content of two batches of corn reaches 5%, it will directly lead to high and low feed load of the granulator, intermittent blockage of die holes, and polarization of the hardness of the finished particles, with one part of them being too hard and one part being too crushed. Homogeneous raw materials can make the granulator stable operation at rated capacity, reduce energy consumption by about 7%, and extend the wear cycle of rollers and dies by 20%.
2.2 Influence of raw materials on nutritional security and farm profitability
Nutritional original retention capacity: damp, moldy, long-term stacking of raw materials, internal vitamins, free amino acids will lose more than 55%, while producing aflatoxin, vomiting toxins. It should be clear that the maximum temperature of feed pelletizer high temperature tempering is only 90 ℃, can not decompose mycotoxins, the use of moldy raw materials to produce particles, even if the appearance of qualified, will still trigger livestock and poultry liver and kidney injuries, aquatic large-scale outbreaks of intestinal diseases.

Cost benefits of the whole chain: the unit price of high-quality raw material procurement is usually 4%-6%, but it can reduce 12%-20% of the loss of transit, feeding dust, while optimizing the meat ratio. Taking pig breeding as an example, the pellet meat ratio made of high-quality raw materials can be optimized from 2.8:1 to 2.45:1, and the total cost of feed for a single fattening pig can be reduced by 82 yuan. In the long run, the return on investment of high-quality raw materials far exceeds that of low-quality raw materials, and can reduce the hidden costs of pelletizing machine rework and equipment cleaning.
In the practical operation of raw material control, it is recommended that each batch of incoming raw materials to carry out three rapid tests: moisture content, mycotoxins, starch content, simultaneous use of FPQF feed pellet quality coefficients to prejudge the bonding capacity of the raw material, in advance of the selection of raw materials suitable for pelleting process, to avoid quality defects from the source.
Accurate crushing size: balancing particle strength and nutrient absorption rate
Crushing is the core process of raw material pretreatment, and it is also the link most easily ignored by small and medium-sized feed mills. The vast majority of processing plants adhere to the “crushing the finer particles the better” the wrong idea, blindly reduce the size of the grinder screen aperture, not only increase the energy consumption of crushing, but also lead to serious dust, nutrient stratification of the powder; crushing particle size is too coarse and will cause internal stress cracking of the particles. The core of crushing particle size is to match the needs of species, to achieve uniformity of coarse and fine, rather than just refinement.
3.1 Inherent principles of particle size affecting particle molding
Improvement of bonding strength: the smaller the particle size of the powder, the larger the specific surface area of the particles, the faster the saturated steam penetration in the conditioning stage, and the starch is more fully pasted. Sufficiently pasted starch can form a net-like bonding structure in the interstices of the powder, which greatly improves the durability of the granules. Coarse particles with a particle size greater than 1500μm, where the steam can only penetrate the surface layer and the starch inside cannot be pasted, will become a natural fracture point inside the particles, and will break up directly along the coarse particles during handling.
Inhibit nutrient stratification dust: uniform particle size of the powder density is uniform, mixing, conveying process will not occur during the separation of light and heavy particles. Too much fine powder will lead to dusty feeding, and too much coarse powder will lead to nutrient stratification, and eventually the difference in nutrient content of the same batch of pellets will be more than 15%.
3.2 Practical parameters of particle size for different feed categories
The industry unified use of geometric mean particle size GMD as the particle size determination standard, combined with the mainstream ring die feed pelletizing machine fit parameters, sub-category standards are as follows:
Conventional fattening livestock and poultry feed (pigs, broilers, laying hens): GMD 600-1200μm, suitable for 4-6mm normal size holes, the lowest dust rate, the best bonding performance;
Juvenile livestock and poultry, freshwater shrimp and crab feed: GMD ≤300μm, ultra-fine crushing to avoid sharp particles scratching the intestinal tract of aquatic animals, and at the same time enhance the water stability of the particles, suitable for 2-3mm micro-molded holes;
Ruminant beef cattle and sheep feed: GMD 1200-1500μm, moderate coarse particle size to retain the coarse fiber structure, to meet the digestive needs of rumen ruminants, to avoid rumen food accumulation.
Additional practical points: particle size uniformity is prioritized over fineness. Mixed coarse and fine powder, fine particles will be the first to be compacted by roller extrusion, coarse particles suspended in the internal, extrusion after the formation of the gap, the later inevitable fragmentation. Daily operation and maintenance needs to be replaced every 15 days pulverizer screen, to ensure that the screen holes are not deformed, no expansion, to maintain the powder particle size coefficient of variation of less than 8%.
Fourth, homogenization and mixing: to ensure that the nutrition of a single particle zero difference

The homogeneous mixing after the completion of crushing is the key transit process linking pretreatment and granulation. After proportioning, crushing of raw materials, must be through the horizontal or vertical mixer to complete the homogeneous mixing, mixing quality directly determines the nutritional consistency of the finished particles. Field test data show that when the mixing coefficient of variation CV exceeds 10%, the maximum difference in protein content of the same batch of particles can be up to 22%, and the difference in vitamins can be up to 40%, which will directly cause uneven growth of livestock and poultry and group diarrhea.
4.1 Four core values of homogeneous mixing
Uniform single particle nutritional ratios: mixed qualified powder, each cubic millimeter of raw material nutritional ratios are completely consistent, to eliminate animal selective feeding. In actual breeding, animals will preferentially select high protein powder particles, and long-term selective feeding will lead to group growth differentiation, with a difference of 7-10 days in slaughtering time. Homogeneous mixing can completely eliminate this problem.
Stabilize the physical parameters of powder: uneven mixing will appear local powder moisture content is high, local low, into the pelleting machine, moisture content is high powder easy to block the mold, moisture content is low powder molding loose. The fluctuation of water content of homogeneous powder is less than 1%, and it can be adapted to the fixed parameters of tempering steam to ensure the continuous and stable operation of the granulator.
Meet the requirements of feed compliance control: for medicated feed with antibiotics and deworming agents, uneven mixing will result in localized overdose and localized underdose. Excessive amount of drug will lead to animal poisoning, meat drug residue exceeds the standard; the lack of drug can not achieve the effect of epidemic prevention, but also the market supervision department sampling high frequency failure items.
Reduce the loss of high-end auxiliary materials: the purchase cost of micronutrients, probiotics, enzymes and other premixes is extremely high, and the amount of single addition is less than 1%.
Uneven mixing will lead to waste of premixed materials local enrichment, homogeneous mixing can increase the utilization rate of high-end excipients by about 11%, diluting the comprehensive cost of raw materials.4.2 Mixing process control points on the groundTo stabilize the mixing coefficient of variation within 10%, it is necessary to control the order of feeding and mixing time: follow the order of large materials first, premixed materials after the order of feeding, corn, soybean meal and other staple materials after 2 minutes of mixing, and then add trace elements; the total mixing time of conventional powders is 5-8 minutes, and it is not suitable for excessive mixing, which will lead to the secondary stratification of light and heavy particles. Carry out a monthly sampling inspection of mixing uniformity, timely adjustment of the mixer paddle gap.Fifth, feed granulator parameters fine debugging pointsIn the raw materials, crushing, mixing all three processes under the premise of standard, feed granulator parameters is to determine the final quality of the final particles of the final gate. According to equipment after-sales statistics, 62% of the particles fragile, dust exceeds the standard, insufficient capacity problems, not equipment hardware failure, but the roller die gap, ring die L/D ratio, tempering parameters debugging error. All parameters need to be dynamically adjusted in combination with the raw material formula, there is no one set of parameters suitable for all raw materials.5.1 Hardware parameters of ring die (the most core mechanical indicators)Die hole diameter: strictly match the target pellet size, 3-4mm for chicks, 4-5mm for pigs, 6-8mm for beef cows. the smaller the die hole diameter, the higher the pellet extrusion density, the better the PDI, but the production capacity of the equipment decreases by 25%-30%, and the energy consumption rises simultaneously. Large-scale mass production needs to balance the quality and capacity, not blindly choose small aperture ring die.L/D ratio: the ratio of the effective thickness of the ring die to the diameter of the die hole, which directly determines the extrusion friction of powder. The ratio is 8:1-10:1 for livestock and poultry feed, and 11:1-13:1 for aquatic feed; the higher the ratio is, the longer the powder is pressurized, and the denser and more durable the particles are; the ratio is more than 13:1, the resistance of the material coming out of the die hole is too large, and it is easy for the die hole to be clogged, and the motor overloaded and tripped; the ratio is lower than 8:1, and the extrusion pressure is insufficient, and the particles are loose and easy to be crumbled.Ring die material and aperture design: preferential use of alloy carburized ring die, wear-resistant life is 3 times that of ordinary carbon steel ring die; stepped internal drilling die holes to improve the smoothness of material discharge by 18%, reduce the stagnant coking in the powder holes, and reduce the frequency of die hole cleaning.5.2 Dynamic operation parameters debuggingRoller die gap: industry common safety interval 0.3-2mm, optimal operating gap 1.8-2mm. gap is too small, the pressure roller and ring die direct rigid friction, instantaneous temperature breakthrough 110 ℃, destruction of heat-sensitive nutrition, while wearing roller surface; gap is too large, the powder can not be effectively extruded, bonding failure.Feeding rate: low-speed feeding can extend the powder mold pressure time, PDI increase 4-5 percentage points, but the capacity decreased by 15%. Scale production line is recommended to be equipped with variable frequency feeding motor, moderate speed up during the day peak production, moderate speed down at night quality control, two-way balance between capacity and quality.Ring die line speed: small and medium-sized granulator die wheel line speed control at 4-7m/s. Wheat-based starch powder viscous, line speed down to 4-5m/s to avoid slippage; corn-based powder fluidity is good, line speed up to 6-7m/s to enhance production capacity.
5.3 Supporting steam tempering parameters
Conditioning does not belong to the body of the granulator, but belongs to the core module of the granulation system, but also the primary cause of particle quality problems. Temperature standard 70-90 ℃, conventional powder optimal temperature 80-85 ℃; containing probiotics, vitamins feed down to 70-75 ℃ to avoid nutritional inactivation. Powder into the mold moisture content must be stabilized at 15% -18%, and must use dry saturated steam, superheated steam can not replenish water, will only scorch the powder surface, resulting in particles hollow cracking.Sixth, feed particles mass production of high-frequency failure causes and landing solutionsCombined with the operation and maintenance cases of more than 2,300 feed pelletizing machines in the past three years, excluding raw materials, front-end process problems, to organize six types of high-frequency faults in mass production, all of which can be solved without replacing the hardware, only through the adjustment of parameters to meet the needs of the front-line workshop to quickly rectify the situation.6.1 High particle dust rate, low PDI durability indexThe core causes: powder crushing size is too coarse, tempering steam temperature and moisture content is not enough, the ring die L/D ratio is small, the feed rate is overloaded. The powder passes through the mold holes quickly, the starch is not sufficiently pasted, and the internal bonding force is insufficient. Solution: adjust the powder particle size to 800μm standard range; increase the tempering temperature to 82℃, make up the moisture content to 16.5%; replace the ring die with L/D ratio +2; adjust the feeding rate downward by 10%, and prolong the extrusion time in the die.
6.2 Pelletizer frequent die hole blockage

Core causes: water content of the powder after tempering exceeds 18%, grease is added in advance of the mixing stage, die holes are clogged with carbon deposits, and the water content of the steam exceeds the standard. High water content powder viscosity is very high, it is very easy to adhere to the inner wall of the mold hole curing blockage. Solution: Reduce the steam supply to keep the water content in the mold within 17%; adjust the grease to be sprayed after the pellet is cooled, and prohibit the front-end mixing and adding; grind the mold holes to remove carbon deposits by using emery powder during daily shutdowns; and install a vapor-water separator to filter the vapor liquid water.
6.3 Pellet texture is soft, slightly touch broken
Core causes: insufficient proportion of starch, gluten and other natural binding substances in the formula, tempering time less than 30 seconds, excessive proportion of crude fiber. The powder does not form a net-like bonding structure. Solution: Add 6% wheat flour in the formula to improve the natural bonding force; extend the duration of tempering retention to 45 seconds; replace the length and diameter ratio of 10:1 or more high-pressure ring die, without adding chemical binders can be improved.
6.4 Finished pellets storage mold for a short time
Core cause: insufficient cooling fan air volume after granulation, short cooling retention time of granule layer, residual heat inside the granule can’t be dissipated, and the internal moisture slowly migrates to the surface layer. Solution: Increase the lateral ventilation of the cooler, extend the cooling residence time to 12 minutes, lock the moisture content of the finished product at 11.5% to eliminate the risk of internal moisture migration.
6.5 Obvious differences in hardness and nutrition of granules in the same batch.
Core causes: insufficient mixing time, fluctuating quality of raw materials entering the warehouse in batches, high and low tempering steam pressure. Solution: Unify the acceptance standard of raw materials into the warehouse, eliminate the fluctuation of the batch; extend the mixing time to 7 minutes; install steam pressure stabilizer valve, control the fluctuation of steam pressure within ± 0.02MPa.
6.6 Abnormal overheating of granulator, roller mold wear too fast.
Core causes: the roller die gap is set too small, powder mixed with gravel and iron impurities, ring die wear on the inner wall of long-term use. Solution: reset the roller die gap to 1.9mm; in the crusher inlet to add permanent magnetic separator, intercepting hard impurities; every 8 months to regularly test the ring die wall wear, wear over the standard direct replacement, to avoid collateral damage to the pressure roller.
Seven core elements to realize long-term stable mass production of pellets
Single production of qualified particles is less difficult, want to 365 days a year batch quality stability, can not rely on a single point of rectification of the process, the need for closed-loop control of the whole chain. Industry data show that 42% of the defects in particle durability are due to omissions in the conditioning link, is the first control focus of stable mass production, the seven elements in order of priority are as follows:
Standardized raw material testing and acceptance: put raw material control in the first place, implement the water content, mycotoxins, starch adhesion three must be inspected, rely on the FPQF coefficient to prejudge the appropriate pelleting process, poor-quality raw materials directly rejected, do not rely on the back-end equipment to remedy. This element contributes 40% of stable mass production capacity.
Dynamic control of particle size homogeneity: not blindly refine the crushing, according to the seasonal humidity fine-tuning of the particle size, the rainy season air humidity, the powder is easy to absorb water bonding, the particle size of the appropriate enlargement of 100 μm, to avoid the subsequent blockage of the mold; the dry season the particle size of the appropriate narrowing, to enhance the bonding strength.
Monthly sampling inspection of mixing uniformity: establish a regular sampling inspection system, randomly select 12 groups of powders each month to test the coefficient of variation, to ensure that the CV <10%, and regularly maintain the mixer paddles, sealing gaskets, to prevent short-circuit mixing of powders.
Special control of saturated steam quality adjustment: Arranging special personnel to test the dryness of steam on a daily basis to eliminate superheated steam, according to the moisture content of raw materials on the day of fine-tuning the steam supply, is the most cost-effective means of quality optimization.
Dynamic fine-tuning of granulator parameters: prohibit a fixed set of parameters throughout the year, raise the roller die gap by 0.2mm in the rainy season and adjust the feeding speed downward; narrow the gap in the dry season and increase the production capacity to adapt to changes in environmental humidity.
Gradient cooling process: prohibit the strong cold wind direct cooling, the first medium temperature moisture, then low temperature gradient cooling, to avoid rapid contraction of the surface layer of the particles, the internal residual heat retention cracks.
Back-end transfer flexible protection: replace the rigid scraper conveyor with a flexible belt conveyor, control the height of pellet fall no more than 1.2 meters, reduce mechanical collision in the transfer process, to protect the quality of the whole process of stable quality from factory to feeding.
High-quality feed pellets all chain landing revenue
The benefits of high-quality feed particles cover three major scenarios: feed production workshop, long-distance logistics, and farm, all of which are quantifiable direct economic benefits, and are also the core driving force for upgrading pelleting equipment and optimizing processes in feed mills.
8.1 Animal Health and Output Benefits on the Farming Side
Reduce the incidence of group diseases: low-dust particles can reduce suspended dust in the livestock and poultry house, and the incidence of respiratory diseases in livestock and poultry is reduced by 31%; nutrient homogeneous particles eliminate nutritional imbalance, the rate of diarrhea in piglets is reduced by 27%, and the incidence of enteritis in aquatic products is reduced by 22%.
Optimization of growth output indicators: feed digestibility increased by 10% after starch fully pasted, broiler farrowing cycle shortened by 5 days, pig farrowing cycle shortened by 7 days, average daily lactation of dairy cows increased by 4.2%, and bait coefficient of fish and shrimp decreased by 0.18.
8.2 Feed production loss and energy consumption gain
Significantly reduce the loss of raw materials: the loss of high PDI pellets in the whole process of transfer, storage and feeding has been reduced from 24% to less than 7%, and the 10,000-ton feed production line can reduce the loss of 1,700 tons of raw materials per year, directly saving more than 2.2 million yuan in raw material procurement costs.
Workshop safety and energy consumption optimization: dust concentration decreased by 65%, eliminating the safety hazard of dust explosion in the workshop, and at the same time, improving the working environment in the workshop, reducing the risk of occupational disease of the employees; energy consumption of pelletizing machine per unit of feed under stable parameter operation decreased by 6.8%.
8.3 Logistics and warehousing cost benefits
Extension of storage period: the moisture-proof and air permeability of dense pellets is better, and the shelf life of room temperature storage is extended from 2 months to 4 months without adding additional mold inhibitor, reducing the cost of auxiliary materials.
Improvement of logistics capacity: pellet stacking density increased by 12%, the same compartment volume can be loaded with more feed, unit ton kilometer logistics cost decreased by 11%, long-distance cross-provincial transport advantages are especially obvious.
Comprehensive full view, high-quality feed particles do not rely on high-end single feed pelletizer to achieve, but raw material pretreatment, crushing, mixing, tempering, pelletizing, cooling the results of the whole process of synergistic optimization. For small and medium-sized feed mills, the priority is to optimize the steam conditioning and ring die parameters of the two elements, the lowest input cost, the largest quality improvement, is the optimal short-term quality program; long-term need to build raw material acceptance, regular sampling quality control system, to achieve stable and long-term quality improvement.